
Une marque qui pèse dans l’impression 3D grand public
Depuis quelques années, Creality est une des marques les plus populaires auprès des Makers et ce grâce à deux best-sellers : la CR10 que nous avions testée à l’époque et la Ender 3. Les deux modèles ont révolutionné le marché de l’impression 3D par leurs prestations exceptionnelles au regard de leur prix contenu.
Passé ces premiers succès, Creality a conforté sa position sur le marché avec de belles réussites et notamment la Ender 5 : une imprimante 3D au format cubique qui reprend le format de la Ender 3, mais dans une structure plus robuste. Le succès immédiat motive alors Creality à lancer la Ender 5 Pro, puis la Ender 5 Plus qui comme son nom le laisse suggérer, propose un volume d’impression plus grand.
Récemment, Creality a entrepris une modernisation de ses gammes d’imprimantes avec l’intégration de cartes mères plus récentes misant sur des drivers silencieux, et/ou la bascule vers des configurations Direct Drive. C’est ainsi qu’est lancée la Ender 5 S1 : une version largement améliorée de la Ender 5 qui profite de nouveautés plutôt bien pensées.
Présentation
La Ender 5 S1 est donc une imprimante 3D au format cubique : elle propose un cadre en forme de cube avec pour particularité de disposer d’une tête mobile en axe X et Y sur le dessus, et le plateau n’est lui mobile que sur l’axe Z.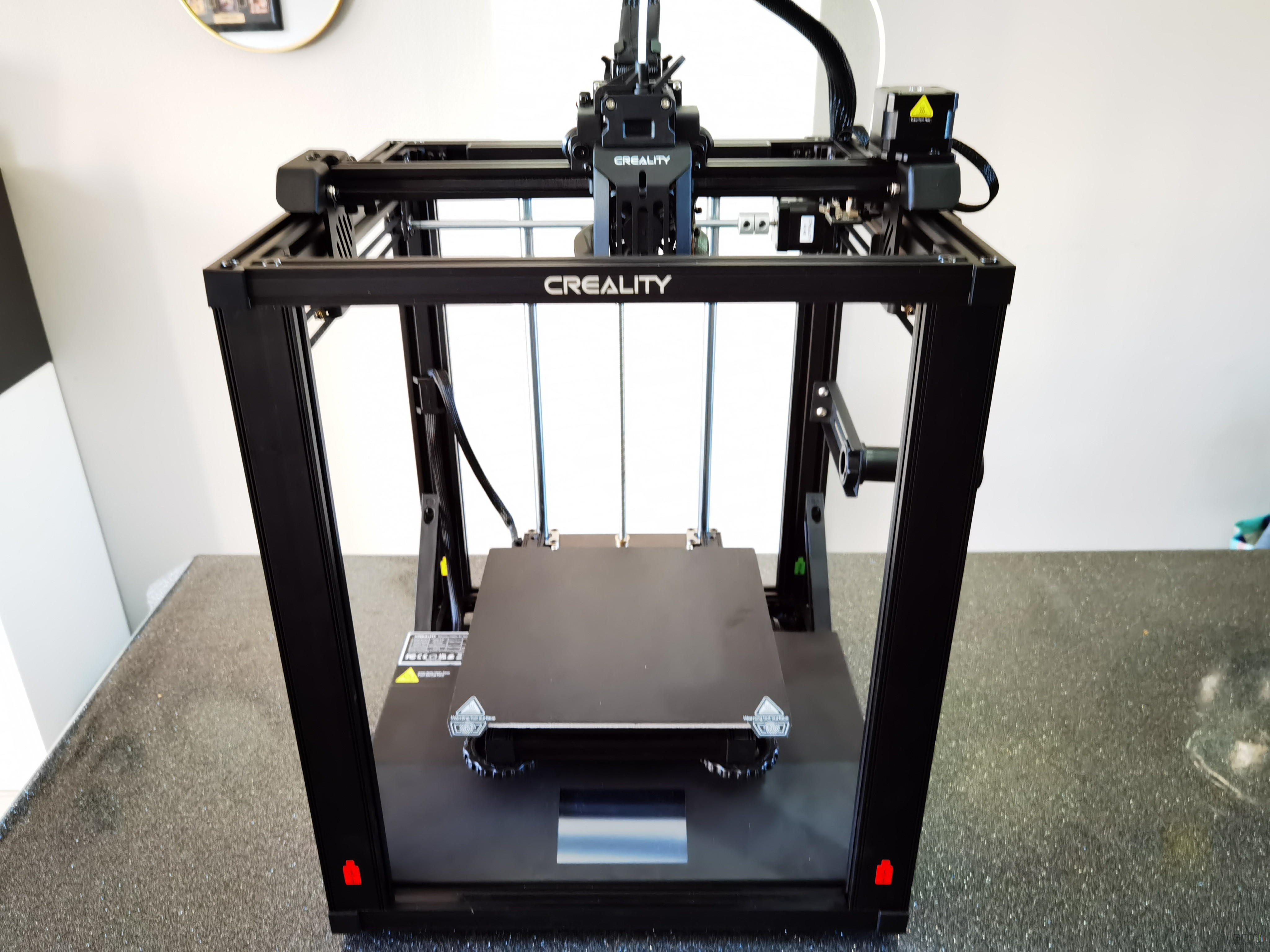
Concrètement, cela est bénéfique tant à la qualité des impressions qu’aux vitesses d’impression comparée à une imprimante cartésienne traditionnelle qui pour sa part est handicapée par l’inertie imposée à son lit mobile en Y.
Les vitesses sur l’axe Z étant limitées, la Ender 5 S1 profite d’une meilleure stabilité et précision lors des impressions. En outre, cela permet également d’aller plus vite sans souffrir d’éventuels problèmes d’inertie d’un plateau mobile et donc de l’apparition d’artefacts sur l’impression (ringing, ghosting).
Pour autant, il est bon de rappeler que ce n’est pas parce que la Ender 5 S1 est au format cubique qu’il s’agit là d’une imprimante CoreXY : chaque moteur ne gère qu’un seul axe de déplacement et la cinématique est identique à une cartésienne.
Concernant les caractéristiques de l’imprimante fournies par le constructeur, elles sont les suivantes :
- Technologie d’impression: FDM
- Volume d’impression: 220*220*280mm
- Dimensions externes: 425*460*570mm
- Poids net: 12.1 kg
- Type d’extrudeur: extrudeur « Sprite »Direct Drive double entrainement
- Matière du heatbreak: tout métal
- Mise à niveau du lit: automatique via CR Touch
- Carte mère: carte mère silencieuse 32-bit
- Affichage: écran tactile couleur 4.3 pouces
- Vitesse d’impression max: ≤250mm/s
- Vitesse d’impression moyenne: ≤120mm/s
- Accélération: 2000mm/s²
- Type de buse: buse laiton
- Diamètre de buse: standard 0.4mm
- Précision: ±0.1mm
- Hauteur de couche: 0.05-0.35mm
- Diamètre de filament: 1.75mm
- Température max de la tête: ≤300°C
- Température max du lit d’impression: ≤110°C
- Surface d’impression: buildtack sur plaque aimantée flexible
- Récupération d’impression en cas de coupure de courant: oui
- Détecteur de fin de filament: oui
- Tension: 100-120V~, 200-240V~, 50/60Hz
- Puissance: 350W
- Transfert de fichiers: carte SD, Cable USB Type-C
- Formats pris en charge: STL, OBJ, AMF
- Filaments compatibles : PLA, PETG, ABS, TPU, PC, ASA, HIPS
- Logiciel de découpe: Creality Slicer, Creality Print, Cura, Repetier-Host, Simplify3D
- Langues de l’interface: Français (+English, Spanish, German, Russian, Portuguese, Italian, Turkish, Chinese)
Concernant la conception du châssis de la machine, Creality a largement fait évoluer sa Ender 5 : La Ender 5 profite de profilés aluminium usinés en 40x20mm quasiment partout là ou l’on trouvait encore de simples profilés 20×20 mm.
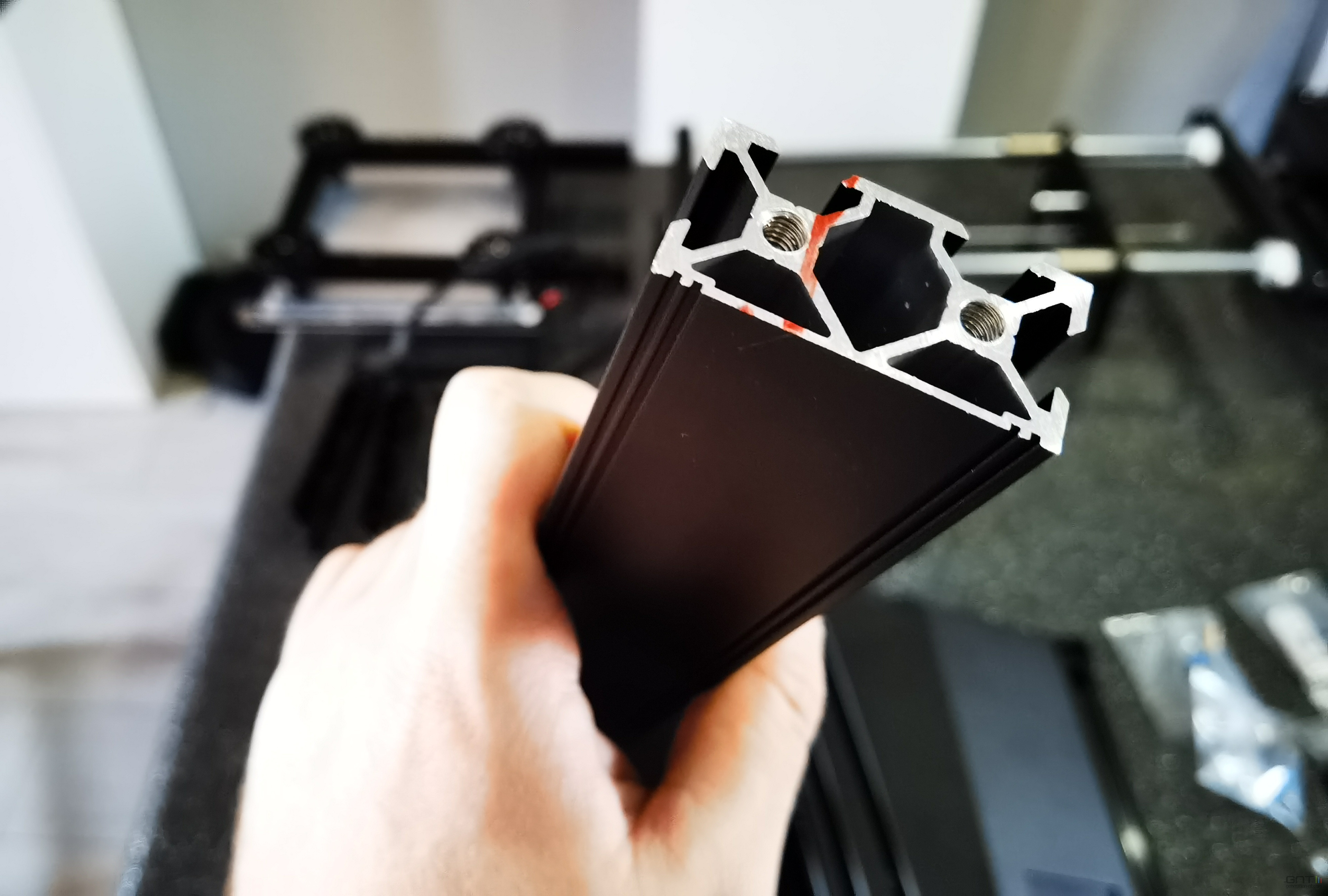
Cela permet deux choses : proposer un châssis plus solide et moins sujet aux vibrations, mais également cela renforce les guidages notamment pour la partie supérieure qui n’est ainsi plus guidée sur des profilés en 20×20, mais en 40×20 pour plus de stabilité.
Autre point notable côté châssis : l’électronique est intégralement camouflée dans un boitier sur le dessous qui propose un angle permettant d’intégrer directement l’écran tactile. Cela évite donc d’avoir l’écran sur le côté qui se voulait encombrant sur les précédents modèles.
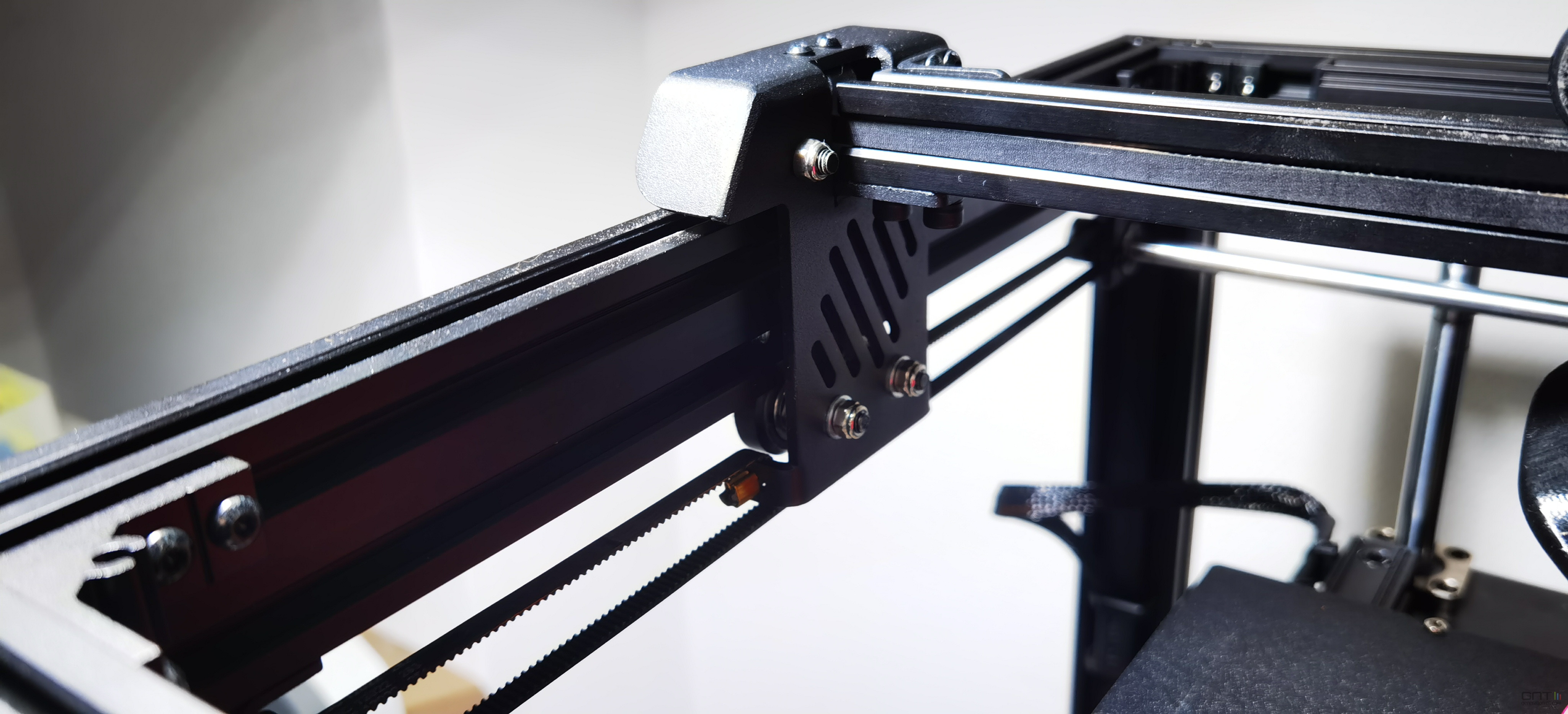
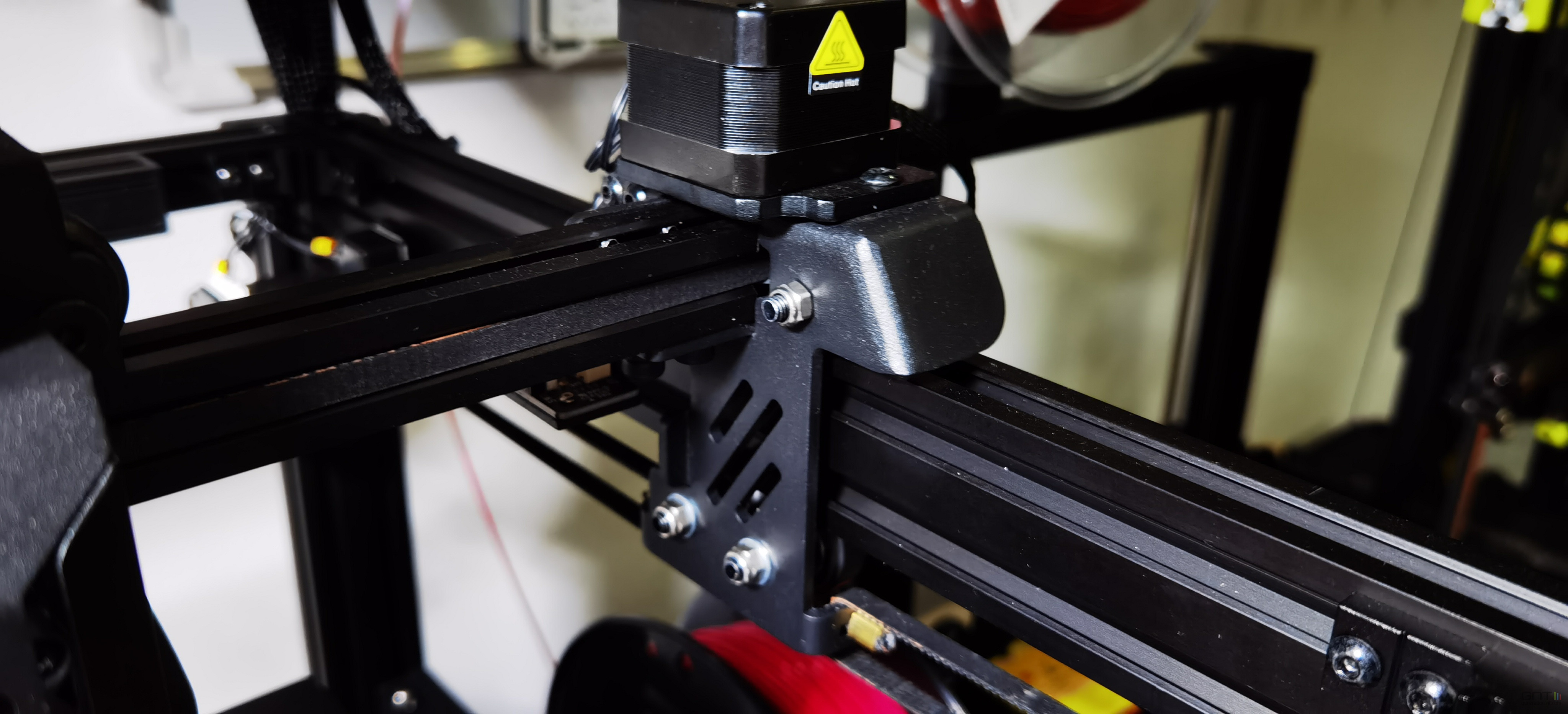
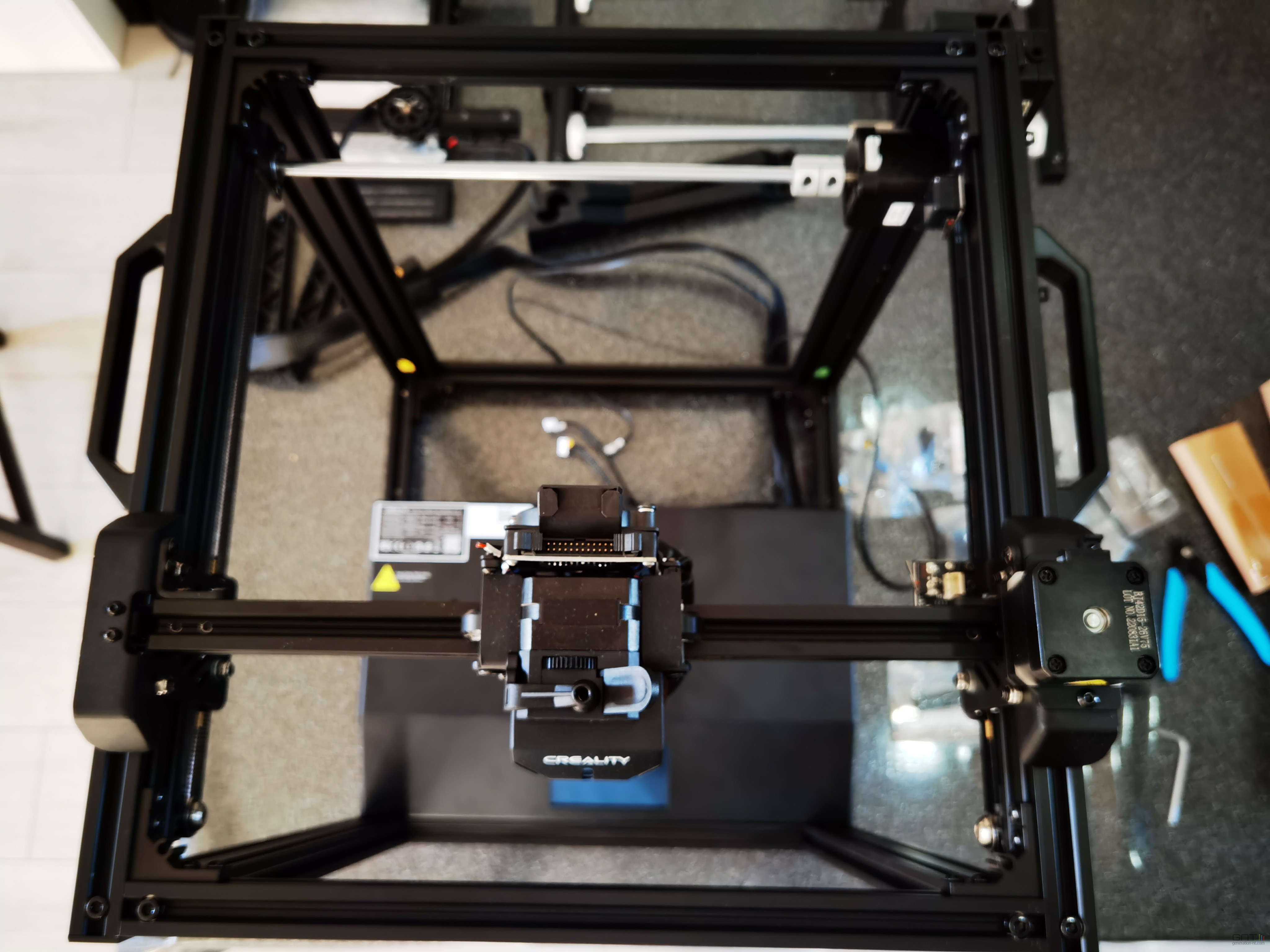
Côté mécanique, l’ensemble des axes mobiles sont montés sur de traditionnelles roulettes en POM avec énormément d’écrous excentriques pour permettre un ajustement parfait du serrage sur les profilés. On l’a dit précédemment, mais les points de fixation et de roulement ont été révisés pour s’adapter aux montants en 40×20 ce qui fournit une plus grande stabilité dans les déplacements.
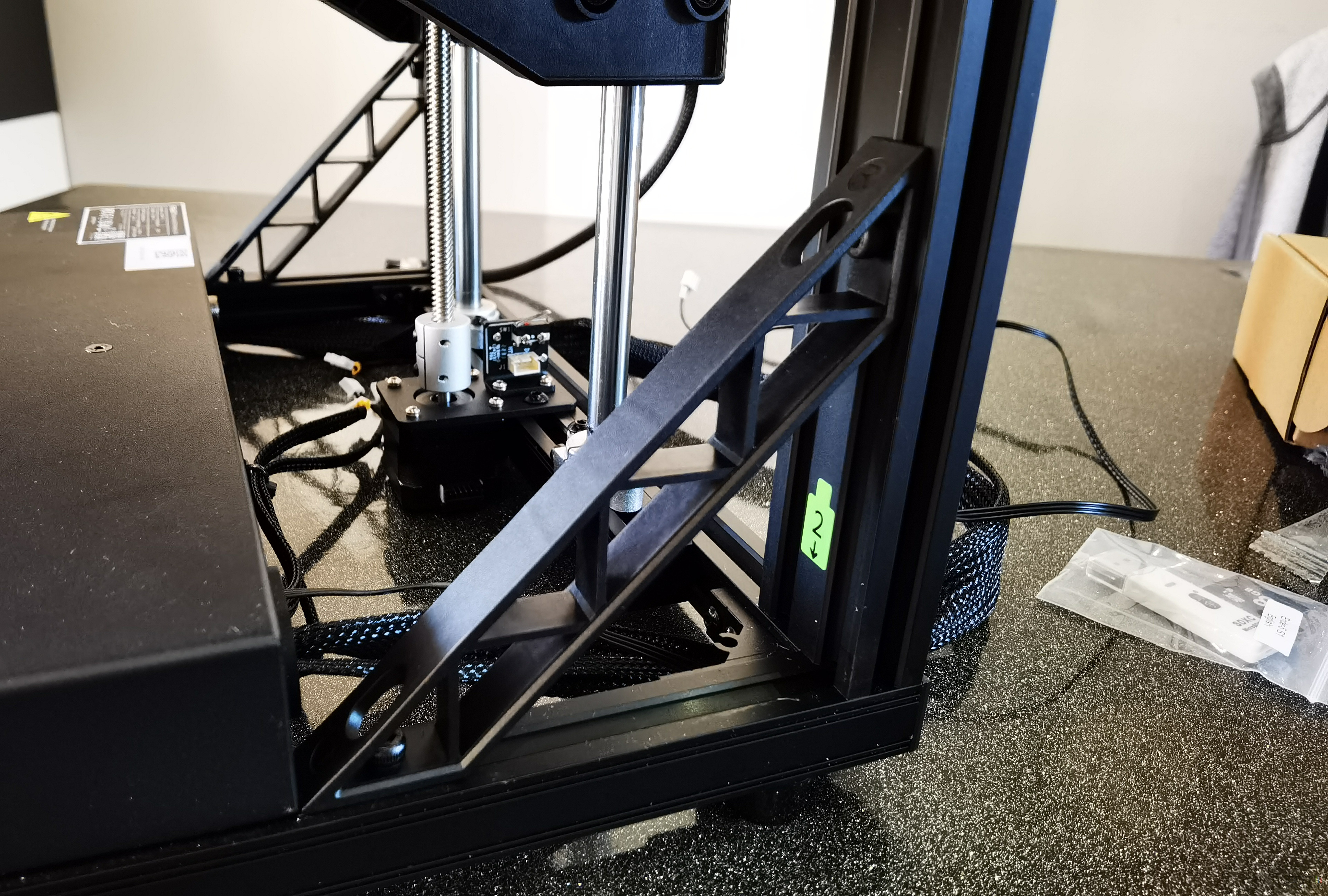
Le lit d’impression quant à lui est associé à une tige trapézoïdale entourée de deux tiges rondes de 12mm de diamètre et le berceau est monté sur des roulements linéaires cylindriques. Le tout fait appel à deux systèmes cantilever qui se montrent suffisamment stables pour la taille du lit qui se veut, rappelons-le de 220×20 mm exploitables, soit 235×235 mm en réalité.
L’assemblage
Avant toute chose il est bon de rappeler la stratégie et la logique de Creality au sein de ses gammes d’imprimantes 3D qui se déclinent selon deux axes principaux avec les gammes Ender et CR.

La gamme Ender correspond à des machines abordables livrées en kit à assembler tandis que la gamme CR correspond à des machines plus haut de gamme livrées pré-assemblées à 90%.
La Ender 5 S1 arrive donc en kit à assembler, mais, fort heureusement, tout n’est pas démonté. Si l’on compte pas mal de pièces à assembler, les structures supérieures et inférieures sont déjà montées, tout comme le berceau du lit d’impression et son système de guidage.
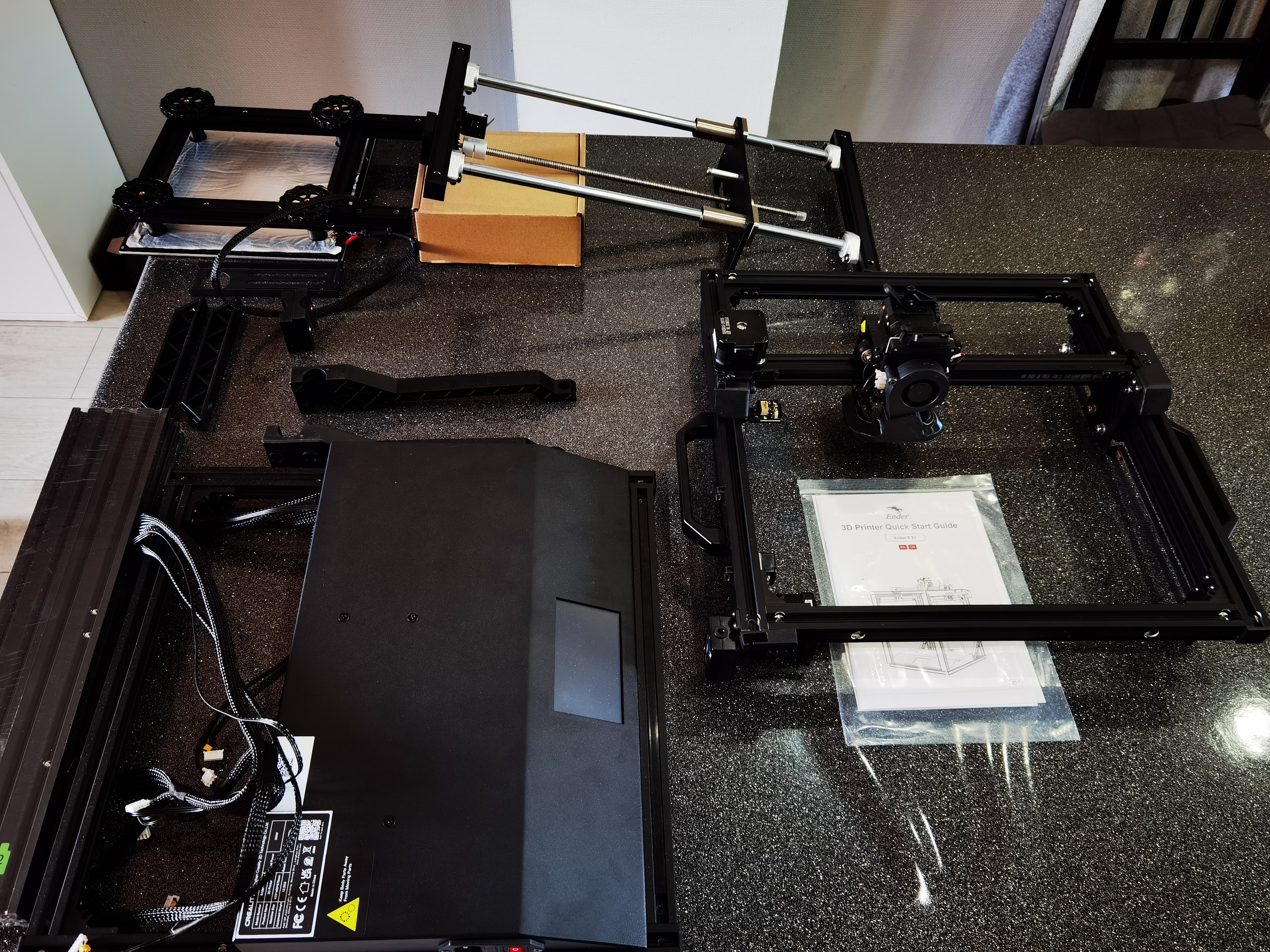
La notice qui accompagne la machine se veut par ailleurs assez claire et est également fournie en Français dans la carte SD livrée avec la machine. Pour couronner le tout, on trouve également une vidéo complète d’assemblage sur la SD qui se montrera utile au besoin.
Toutes les pièces sont clairement identifiées ainsi que les vis et, comme toujours chez Creality, les accessoires et outils ne manquent pas : on trouvera ainsi les clés Allen et plates nécessaires au montage ainsi qu’un tournevis plat, une pince coupante, une aiguille de débouchage de buse, un lecteur de carte SD, des colliers de serrage, une buse de rechange (diam 0.4 mm) avec des clips de blocage de pneufit ainsi qu’un support bobine.

Le tout est parfaitement protégé dans le carton avec plusieurs étages et on note la présence d’une bobine de filament de 250 grammes pour se lancer directement dans les premières impressions.

Le montage nécessite d’être attentif à la notice, mais ne représente pas de difficulté particulière. En tant qu’utilisateur expérimenté, le montage aura nécessité une vingtaine de minutes tout au plus, tout en prenant soin d’utiliser une équerre lors du serrage des points de fixation des montants.
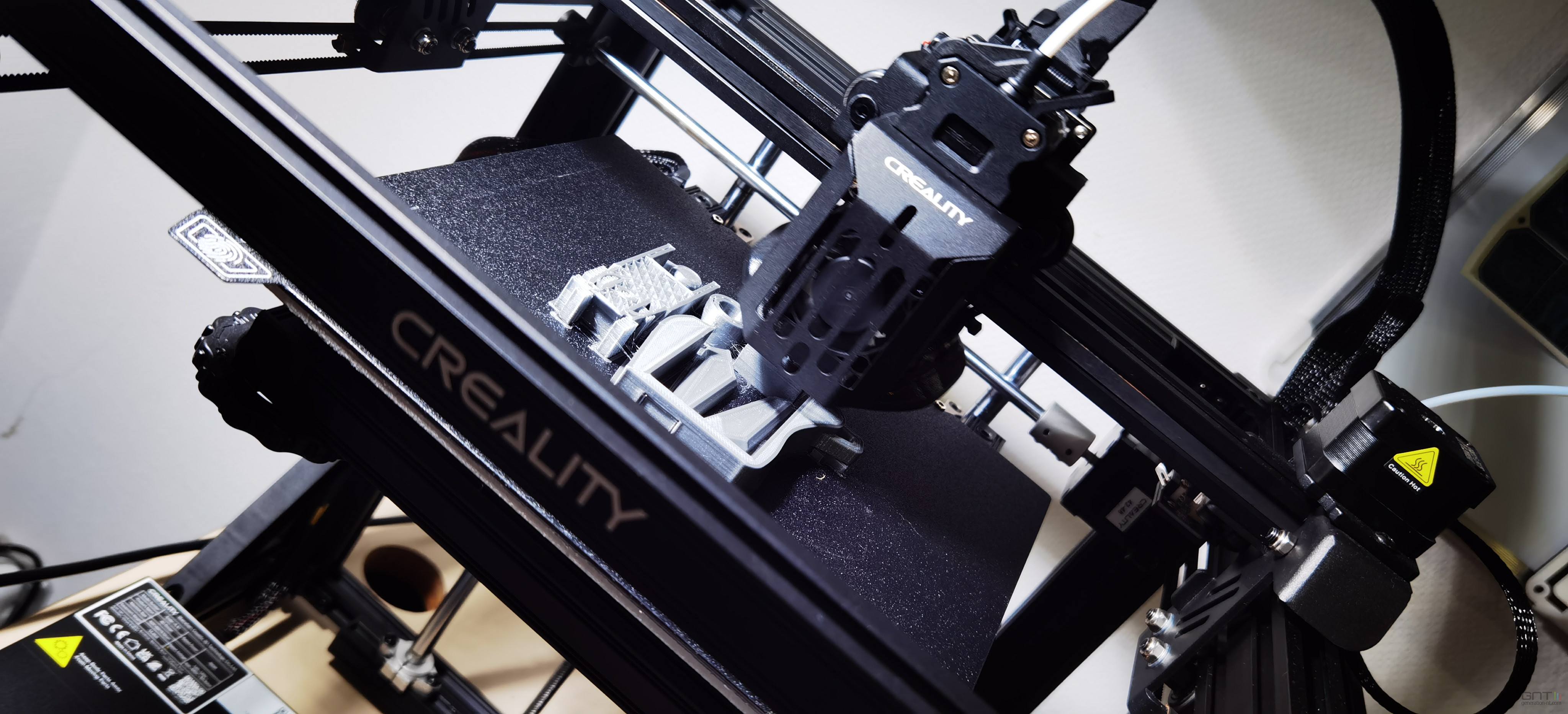
La nouvelle tête en direct Drive Sprite
Une des grosses nouveautés sur cette Ender 5 S1 et dont elle tire le nom est l’intégration d’une nouvelle tête d’impression multifonctions.
Il s’agit d’une tête encore jamais vue sur une machine Creality qui associe un extrudeur maison « Sprite » à une hotend avec buse haute vitesse et un système de ventilation custom sur base de ventilateur radial type 5015.

Le tout est donc en configuration Direct Drive : l’extrudeur pousse directement le filament dans la Hotend sans passer par une quelconque longueur de tube teflon. L’avantage de ce type de montage est de profiter d’un meilleur contrôle de l’extrusion, de pouvoir plus facilement prendre en charge certains filaments (notamment les souples comme le TPU ou certains PVA), et de limiter la rétraction. Cela permet également de limiter le heatcreep lié aux rétractions trop longues (remontée de chaleur dans le heatbreak avec bouchons à la clé), et de limiter la formation de bouchons, car plus de puissance est disponible lors de la poussée.
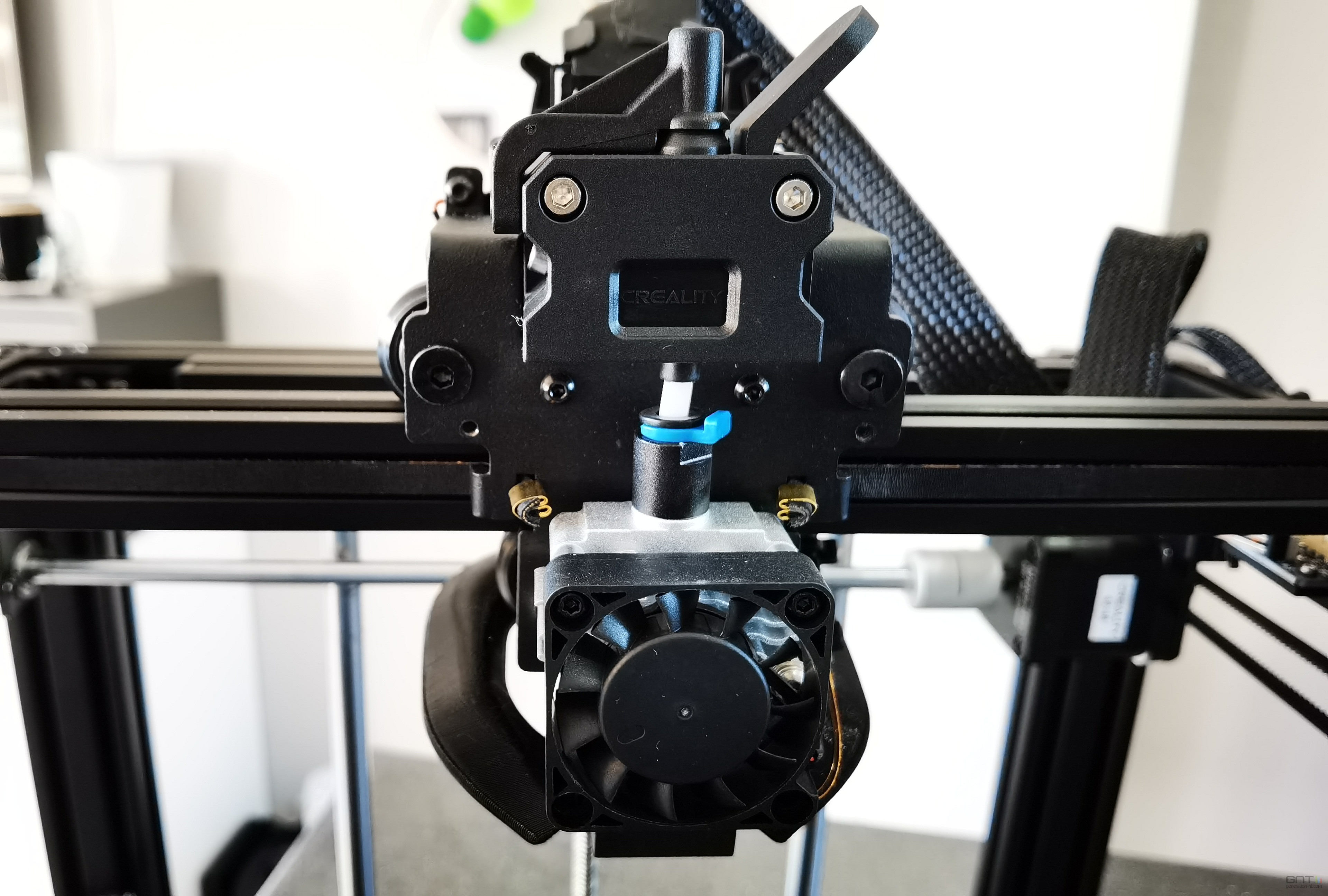
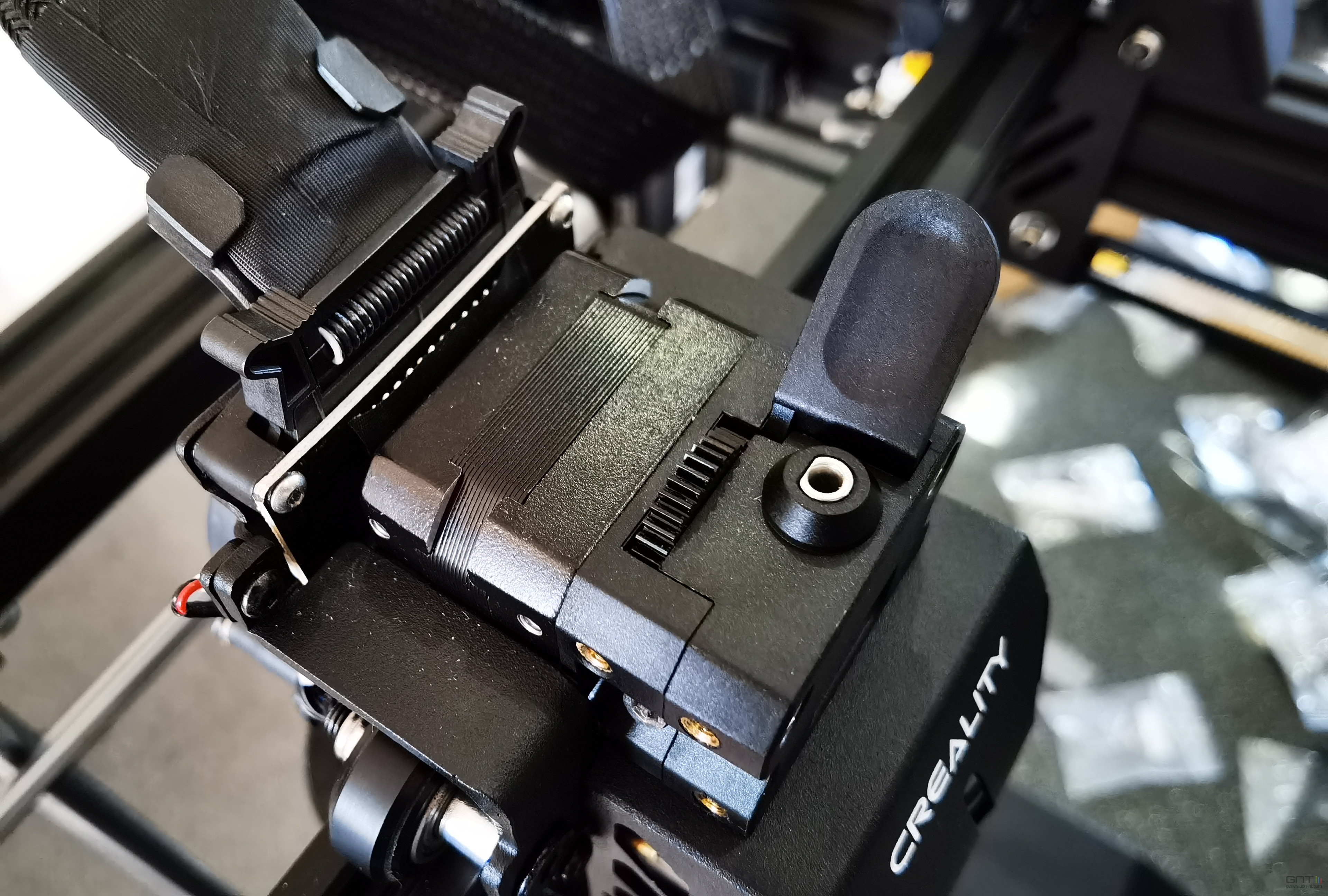
En outre, le système est monté sur l’extrudeur Sprite de Creality introduit avec la Ender 3 S1 il y a quelques mois : il s’agit d’un extrudeur à double engrenages (double entrainement) avec un engrenage supplémentaire permettant de proposer un multiplicateur 1:3,5 pour une force de 80N. L’extrudeur Sprite de Creality est intéressant pour son aspect compact et léger.
Si le Direct Drive n’est pas forcément toujours approprié pour les configurations cartésiennes du fait du poids en mouvement imposé sur l’axe X, dans cette configuration précise de format cubique, les effets néfastes sont amoindris, et les avantages prennent le pas.
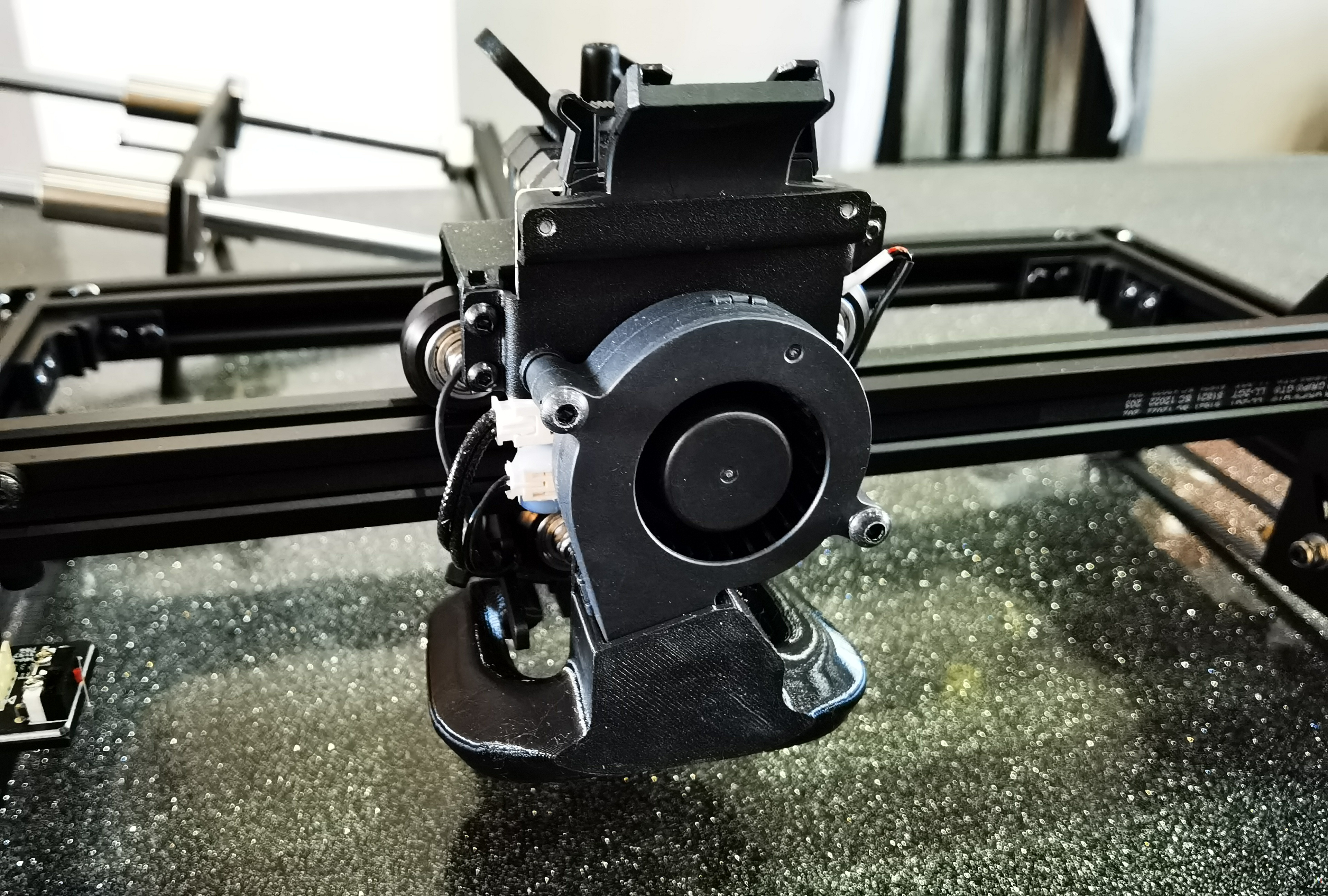
Creality a complété la tête de sa Ender 5 S1 avec un hotend aux heatsink plus larges pour offrir une surface d’échange thermique plus importante ainsi qu’un heatbreak en alliage de titane. Le tout est refroidit par un ventilateur radial de 40x40x10 mm à forte pression statique, tandis qu’elle s’équipe d’une buse « haute vitesse » que l’on retrouve déjà sur la Ender 7. On y trouve une cartouche de chauffe permettant d’atteindre les 300°C.

Aparté sur les buses : comme dit plus haut, la Ender 5-S1 est dotée des buses « haute vitesse » de Creality. Il s’agit en réalité de buses spécifiques et propriétaires développées par Creality : si le pas est bien en M6*1mm, la hauteur de la buse est spécifique.
Ainsi, la hauteur totale de ces buses est de 16,8 mm. Problème : les buses MK8 font généralement 13 mm de hauteur, les V6 font 12,6mm et les Volcano 21,2 mm. En clair, l’utilisateur se retrouve contraint de rester sur les buses propriétaires de Creality sous peine de fausser la position de la sortie de filament, et donc de devoir réviser la position de la ventilation et du CR Touch, sans compter les problèmes liés à la déperdition thermique… Ce problème de buses propriétaires avait déjà suscité des critiques lors de la sortie de la CR10S Pro avec ses buses en M6*0.75 mm, mais Creality persiste à souhaiter rendre l’utilisateur captif. Une situation d’autant moins compréhensible que la marque ne propose aucune autre variante de sa buse que celle en laiton et en 0.4mm de diamètre. Tant pis pour le choix.
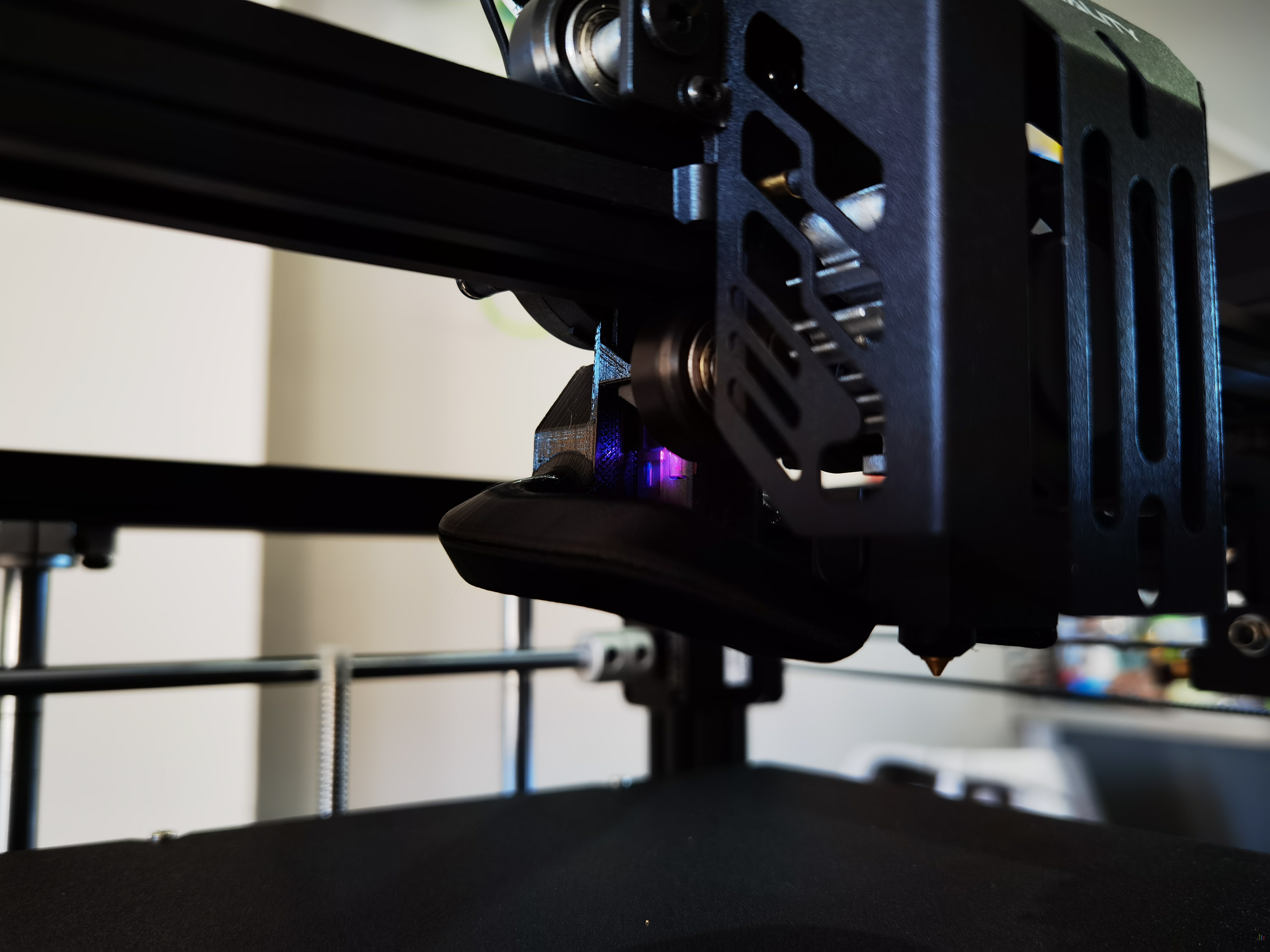
La tête est complétée par une sonde CR Touch, un équivalent maison du BL Touch ultra populaire. Le module propose des prestations identiques à l’original, mais embarque un pin en métal et une course d’action amoindrie.
Le palpeur sert à mesurer la position du lit et ses éventuelles déformations : au fil des points de mesure, l’imprimante réalise une représentation en 3D du lit, et adaptera automatiquement la hauteur de la tête pour épouser les variations. L’objectif est de proposer une accroche sans faille et une première couche toujours parfaite. De base, Creality propose un mesh de 16 points de palpation.
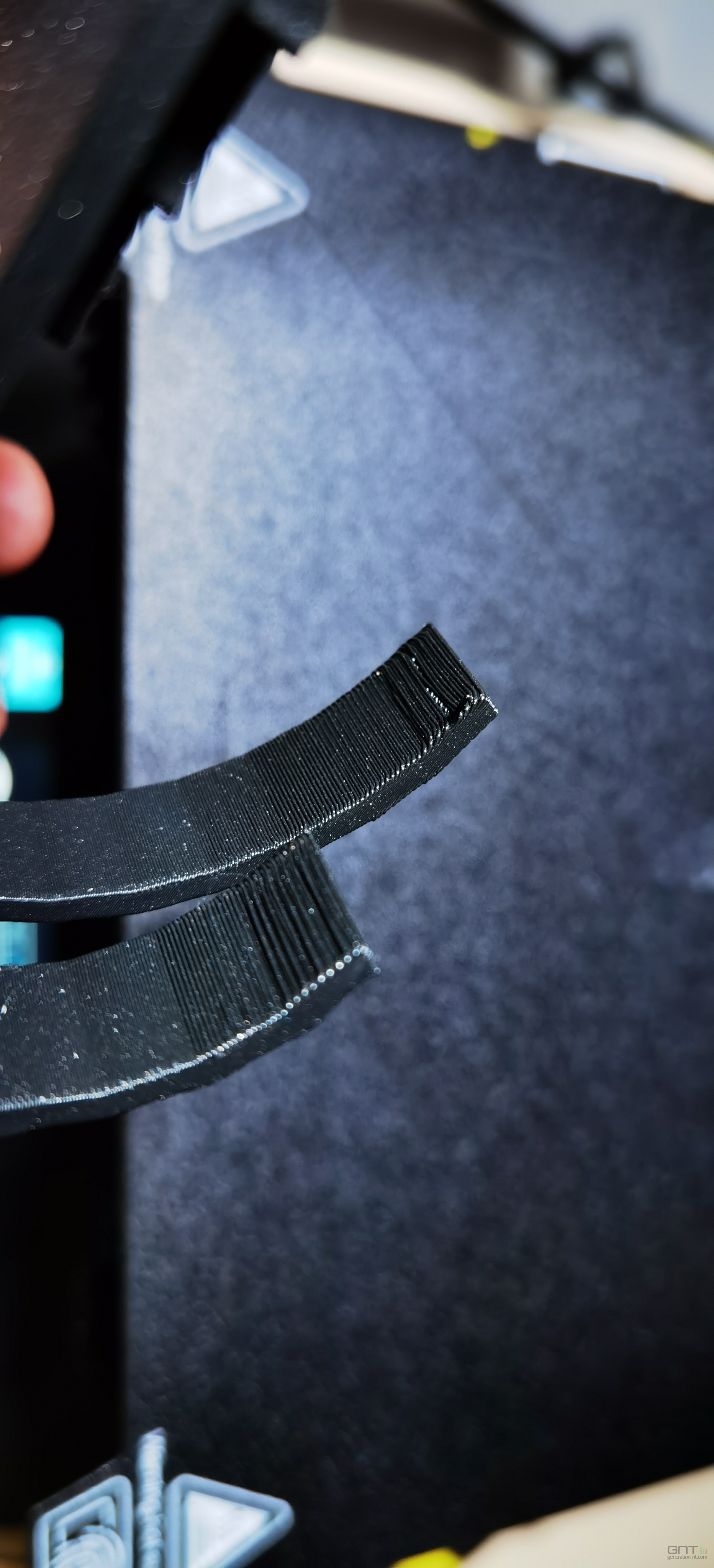
Le système de ventilation de la pièce imprimée est laissé à un ventilateur radial 5015 monté sur un système à doubles tuyères baptisé « Urus » qui dirige le flux vers le point de sortie de la buse. Le montage est particulièrement performant. Note : sur ce modèle de préproduction fourni par Creality, notre « Fang » est une pièce imprimée en 3D. Le constructeur rassure toutefois sur le fait qu’il sera livré en plastique injecté sur les versions commerciales.
Surface d’impression
Le lit d’impression profite également de quelques améliorations : globalement le système est bien plus stable que les précédentes versions.
Intégration d’une sonde de palpage et d’une fonction d’auto leveling oblige : Creality a troqué les ressorts au niveau des roulettes de réglage par des tampons en silicone. Cela permet d’obtenir un réglage moindre, mais une meilleure tenue dans le temps. Le CR Touch est de toute façon présent pour corriger les éventuelles déviations.
Concernant la surface d’impression, Creality a de nouveau misé sur un tapis d’impression flexible : il s’agit d’une plaque d’acier surmontée d’un buildtack qui vient se poser sur une surface en ferrite magnétique. Le système profite de deux encoches à l’arrière qui permettent de toujours bien aligner la plaque d’impression.
Le buildtack en lui-même est assez granuleux pour offrir une bonne accroche, mais pas assez pour trop marquer la surface d’impression. Comme toujours, ce type de revêtement est un consommable : il s’encrassera au fil du temps ou s’endommagera à coup de spatule ou en décollant les pièces. En cas de mauvais réglage de la hauteur d’impression, il pourra également prendre des coups de buse jusqu’à devenir inutilisable.
Malgré tout, le côté flexible permet de faciliter le décrochage des grandes pièces : il suffit de plier la plaque à froid pour récupérer ses impressions.
D’un point de vue personnel, le buildtack est un revêtement à double tranchant : il est parfois plus permissif avec de mauvais réglages de hauteur de buse, mais peut également s’abimer très rapidement. Je lui préfère les revêtements PEI, légèrement plus résistants et qui proposent une accroche bien supérieure, mais c’est avant tout une question de gout : lors de nos tests, le tapis fourni par Creality ne nous a jamais fait défaut.
La Ender 5 S1 dispose également de quelques atouts annexes : son châssis embarque deux poignées en métal pour permettre de la déplacer plus facilement, on y trouve un capteur de fin de filament sur le côté positionné juste au-dessus du support bobine pour un accès facilité. En sortie de ce capteur vient un tube en teflon qui ne sert qu’à protéger le filament vers l’extrudeur. Aucune fixation n’est à noter côté extrudeur, l’objectif étant de faciliter les manipulations puisque le PTFE vient simplement dans un espace de quelques mm pour se bloquer naturellement.
Le capteur de fin de filament permet de mettre l’impression en pause lorsque le filament vient à manquer. Notons qu’il s’agit d’un capteur simple qui ne tient pas compte des éventuels bourrages, bouchons ou blocages.
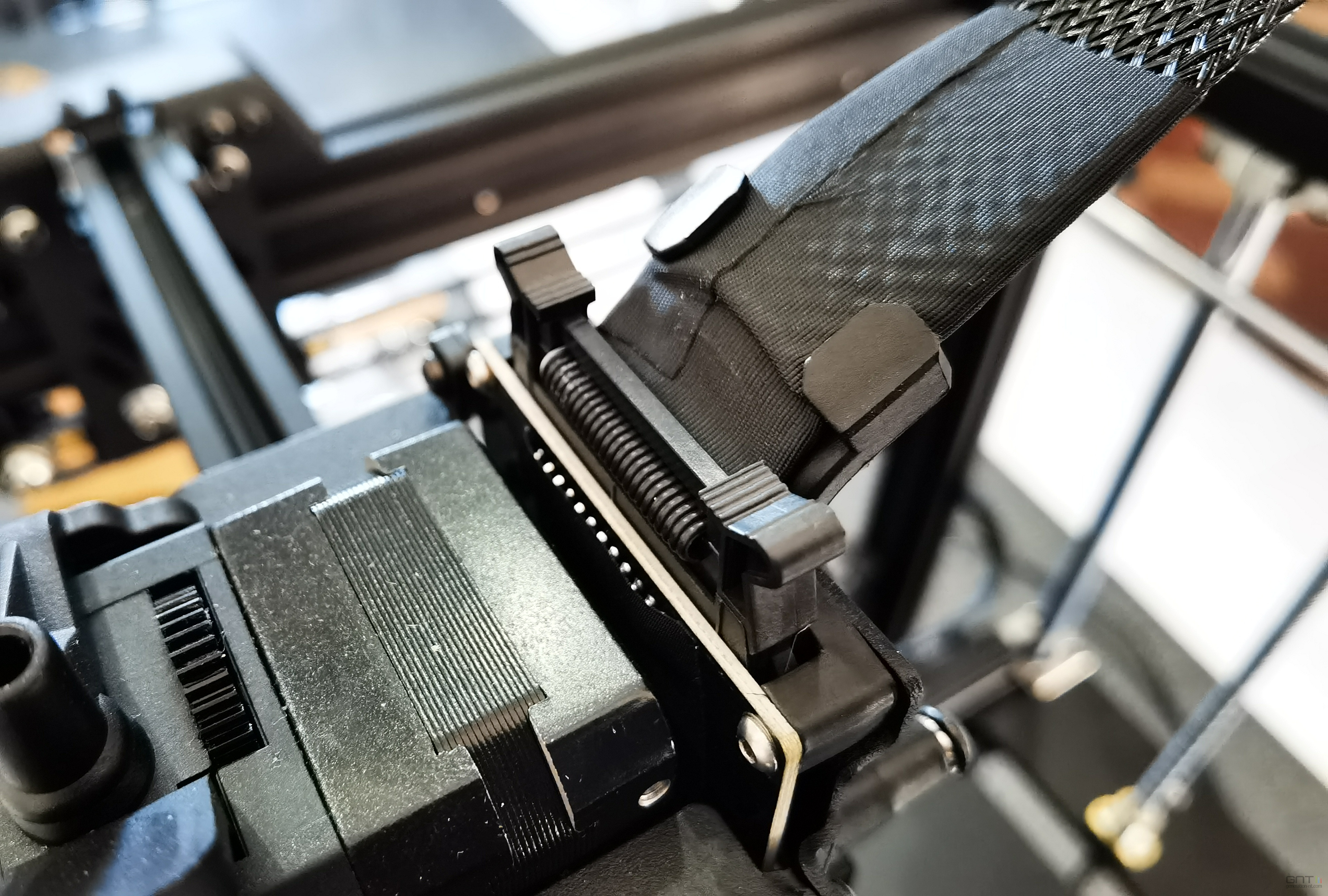
La connectique a été largement révisée également pour basculer vers de la nappe IDC. On retrouve donc un port mâle côté tête d’impression qui a la bonne idée de se doter de clips de sécurité pour bien verrouiller la connectique en place. Notons également que Creality a appris de sa Ender 3 S1 et intègre d’emblée un support incliné pour soutenir l’arrière de la nappe.
Cette nappe est par ailleurs maintenue sur l’un des montants arrières grâce à des clips en ABS injectés griffés du logo de Creality : un bon point supplémentaire puisque cela permet de proposer une imprimante à l’empreinte limitée et qui se veut particulièrement propre .
32 bits et silence au rendez-vous
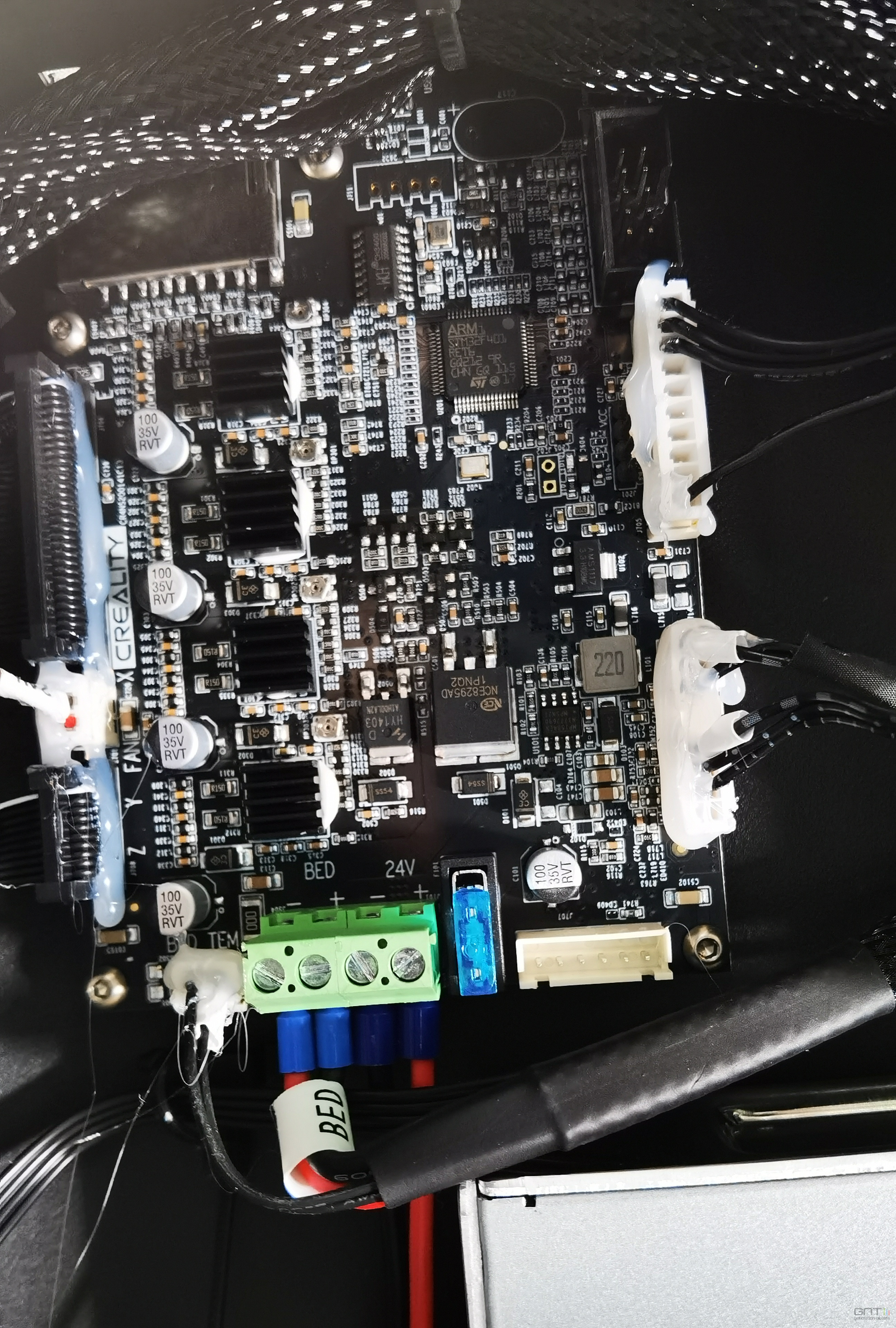
Côté électronique, il y a également des évolutions à noter : à commencer par la carte mère intégrée à la machine qui dispose de drivers silencieux.
Creality ne nous a pas indiqué quel type de drivers sont intégrés à sa carte. On peut néanmoins tabler sur des drivers de type Trinamic TMC2209 a minima puisqu’ils sont devenus la norme, et ce, même si la machine ne propose pas de Sensorless Homing.
Côté endstops justement, la machine propose toujours des contacteurs à lamelles… On aurait souhaité voir arriver des capteurs optiques comme cela se fait ailleurs, voire du sensorless homing, néanmoins cette dernière fonctionnalité nécessite une couche de réglages qui se veut parfois contraignante pour les utilisateurs débutants.
Toujours sur la carte mère, on dispose d’un port SD ainsi que d’un port en USB-C localisés sur le côté droit de la machine. Le tout est associé à un écran tactile de 4,3 pouces qui propose une interface héritée en partie de la CR10 Smart.


Notons que l’alimentation intégrée est de type 350W en 24V et qu’elle affiche le logo de Creality.

Concernant la capacité d’évolution de la carte mère et donc de la machine en général, elle s’avère limitée pour deux raisons : Creality ne nous a pas fourni la référence exacte de la carte mère, d’ailleurs cette dernière n’affiche aucune référence sur son PCB, d’autre part Creality a recours à un ensemble de connecteurs assez spécifiques et très peu de ports exploitables restent disponibles. Néanmoins, la carte affiche une puce ARM STM32F400, soit une configuration 32 bits qui délivre assez de puissance pour accéder aux fonctionnalités les plus gourmandes de Marlin tout en délivrant une vitesse de traitement suffisante à monter dans les vitesses d’impression.
À ce titre, la configuration proposée par Creality est annoncée comme permettant d’atteindre la vitesse de 250 mm/s en impression. Dans les faits, nous verrons que l’argument est à prendre avec quelques pincettes et qu’il faut prendre en compte quelques notions avancées d’impression 3D à tout cela.
À l’usage / tests
Passé l’assemblage vient le temps de la première impression : ça tombe bien, Creality en fournit 3 dans la carte SD livrée avec la machine, tout comme du filament.





La première étape consiste à effectuer la mise à niveau du lit et passé quelques problèmes avec le leveling auxiliaire qui avait pour fâcheuse tendance à remonter le lit d’impression systématiquement sur les deux angles de droite, j’ai fait le choix de faire le réglage à la main en débrayant les moteurs pour déplacer moi-même la tête.
Un réglage de la position de la buse (indirectement, l’offset) et on peut lancer un mesh leveling pour cartographier le lit. Une fois la procédure terminée, on peut enfin lancer une première impression.

Note : lors des procédures de Home et de réglage, le plateau doit aller faire son zérotage au bas de la machine. Pour des raisons étranges, Creality a choisi de limiter grandement la vitesse de déplacement du moteur lors de cette procédure : résultat un déplacement très long et une perte de temps inutile qu’on aurait pu s’éviter avec de meilleurs réglages. Mais soit, ce n’est pas ultra problématique en soi.
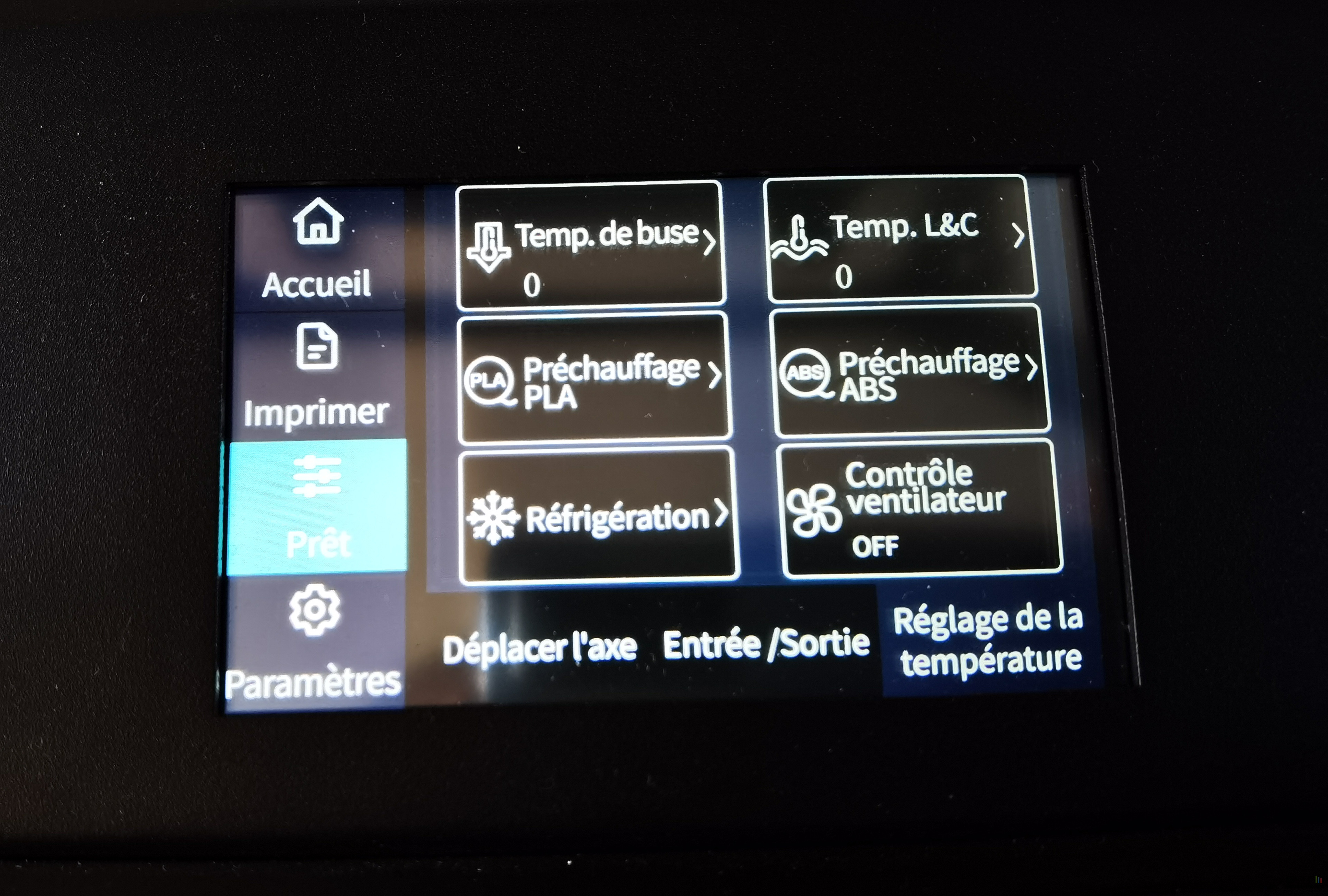
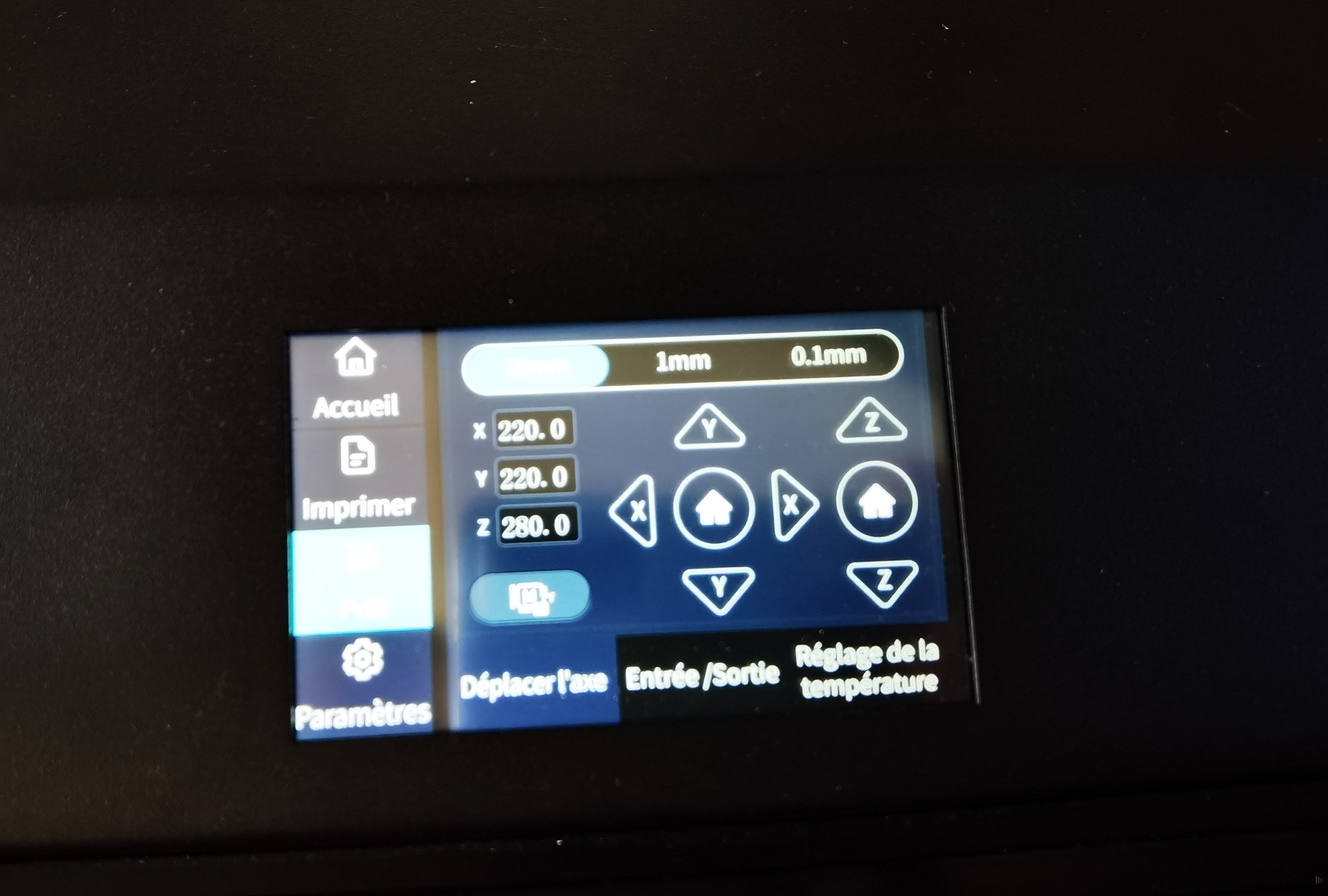
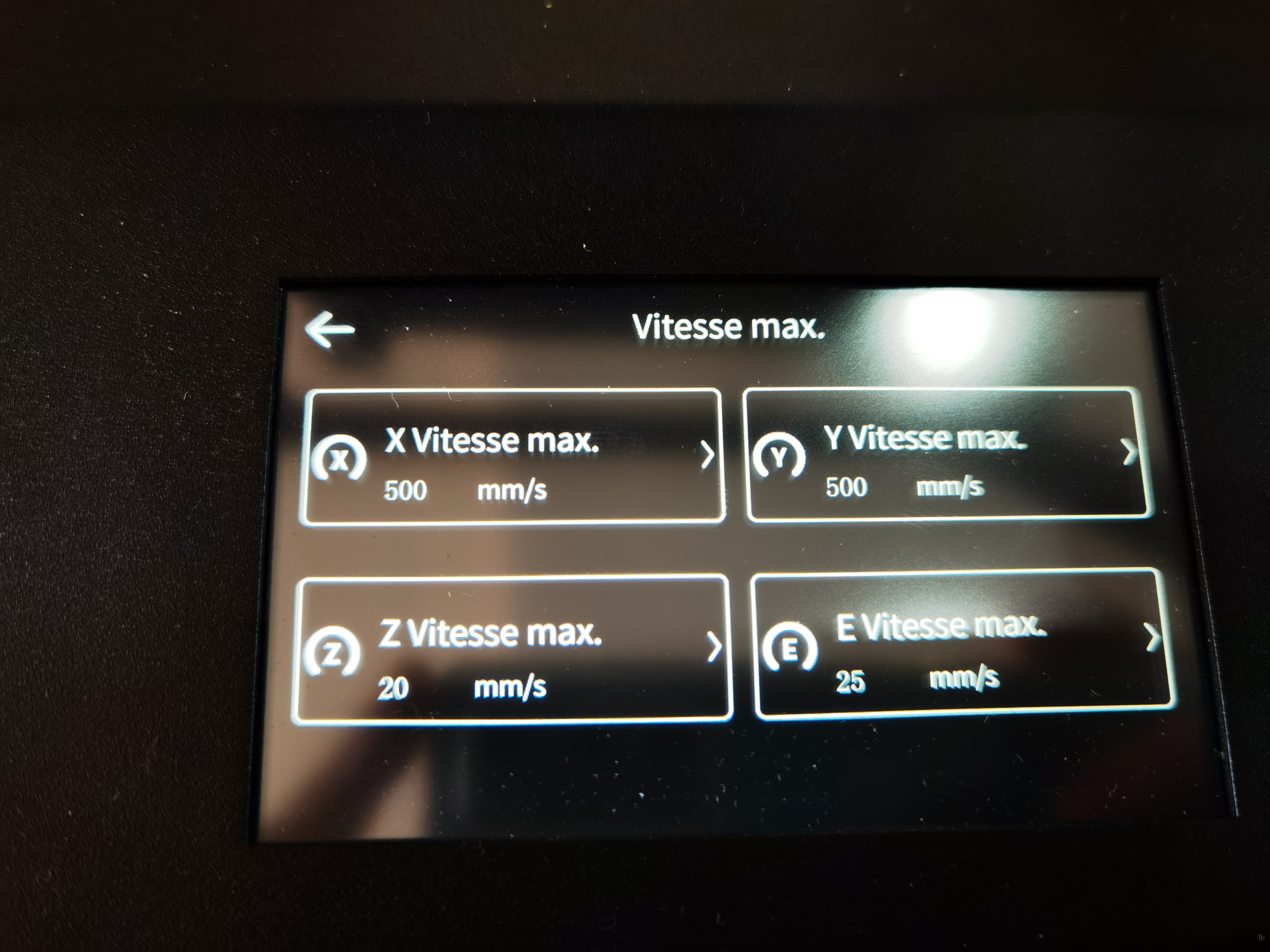
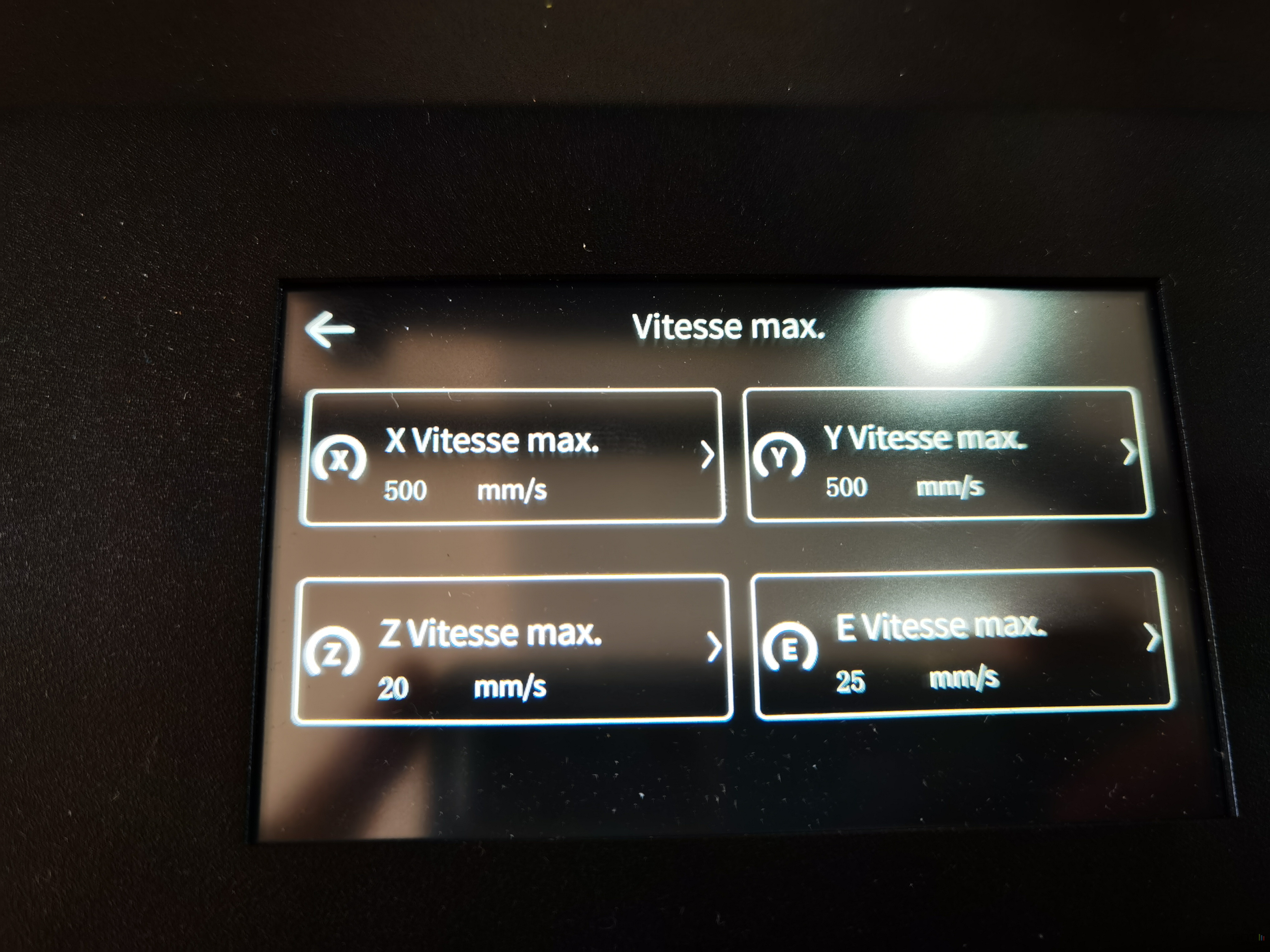
Le lancement de l’impression via l’écran est assez simple, d’ailleurs l’interface est à la fois simple et complète. Traditionnellement, les machines de Creality qui profitent d’écrans tactiles ont une interface et un accès à des réglages limités. Ici, on apprécie de retrouver des basiques, mais également quelques fonctions avancées, notamment le réglage des vitesses et accélérations max de tous les axes. De base, les axes X et Y ont une accélération réglée sur 3000 mm/s et 500 mm/s en vitesse max.
Les modèles livrés sur la carte sortent assez facilement, du moment qu’ils sont réalisés en PLA. On note que la chauffe de la tête et du lit chauffant se veut rapide et linéaire, c’est plutôt appréciable.
Pour aller plus loin dans les tests, nous passons sur quelques fichiers plus complexes et spécialement pensés pour mettre à mal les imprimantes.
Nos tests ont été réalisés sans aucun calibrage et avec un profil initialement proposé pour Ender 5 standard. N’utilisant pas Cura, la découpe des fichiers et leur configuration a été réalisée sur SuperSlicer. Seuls quelques réglages de base ont été adaptés pour correspondre à la fois au filament utilisé ainsi qu’à la machine (notamment au niveau de la longueur de rétraction et les températures d’impression).
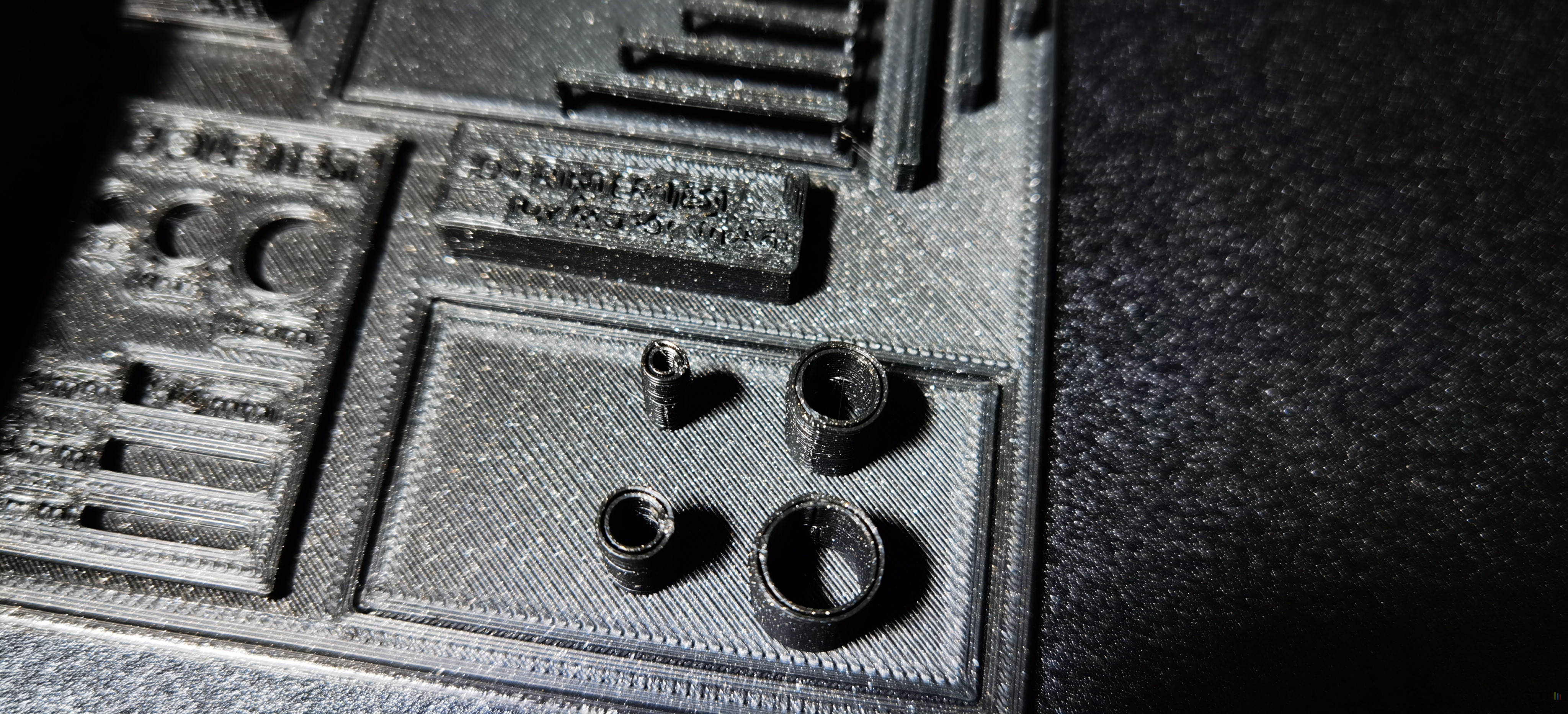


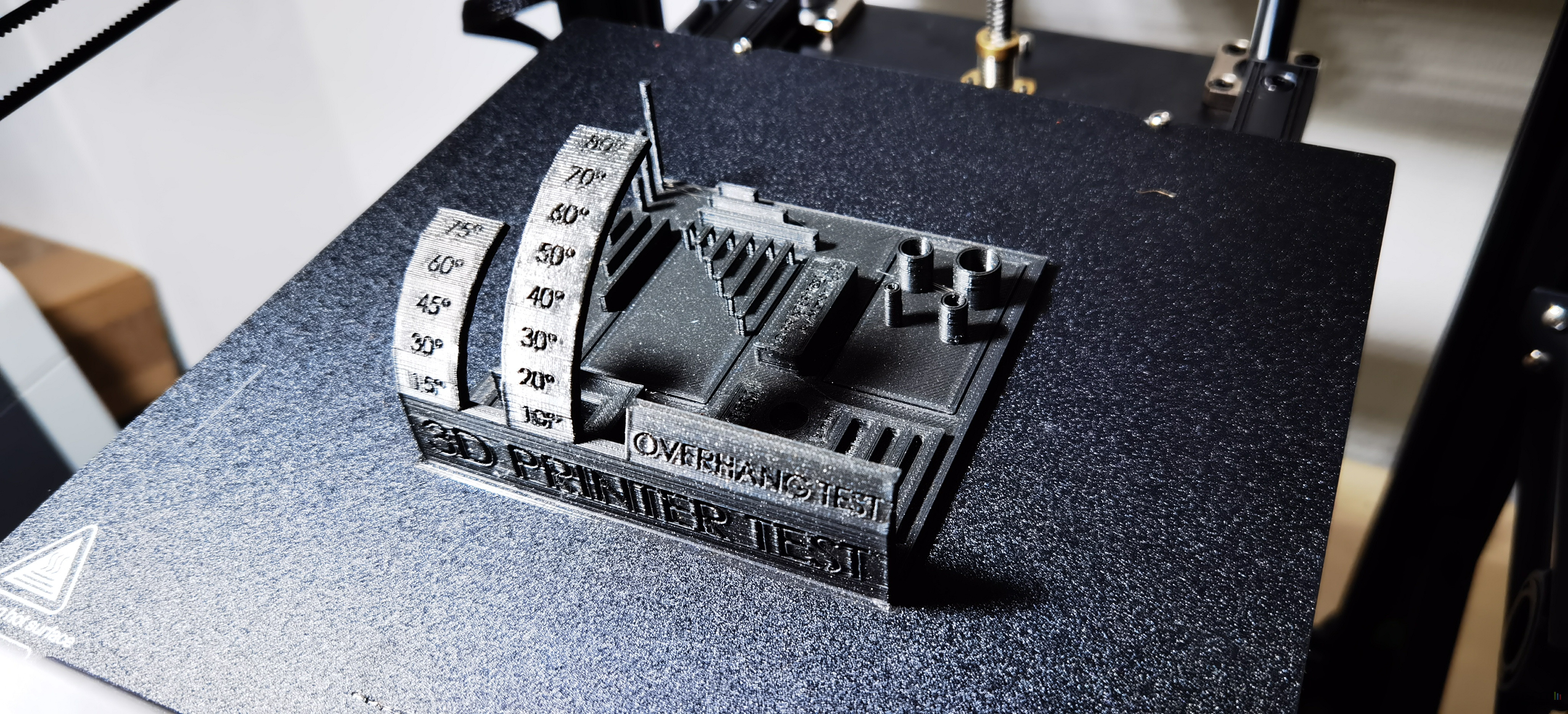
Notre test tout-en-un est sorti de façon quasi parfaite : on note un peu de stringing (des filaments) entre les trois piliers. Ces derniers ne présentent aucune déformation particulière. Les ponts sont tout simplement parfaits, et plus impressionnant encore : le test d’overhang dépasse toutes nos attentes, surtout pour une configuration avec un seul ventilateur !

Dans le détail, l’overhang correspond à l’impression en porte à faux, à des angles progressifs jusqu’à imprimer quasiment dans le vide. Passé les 50 degrés, il est généralement conseillé d’ajouter des supports pour éviter de souffrir d’un phénomène d’effondrement des couches.
Sur ce test, l’overhang est géré jusqu’au test le plus poussé à 80 degrés et le résultat de la pièce est plus qu’acceptable… Chapeau !
Gare aux discours trompeurs !
C’est un point sur lequel Creality insiste beaucoup avec cette Ender 5 S1 : la machine serait capable d’imprimer jusqu’à 250 mm/s.
Alors dans les faits, et au sens strict, OUI, il est bien possible d’atteindre 250 mm/s sur la Ender 5 S1 comme sur bien d’autres machines. Néanmoins, il y a deux nuances à prendre en compte : sur quelle distance peut-on y parvenir, et pour quelle qualité d’impression ?
Lorsque l’on aborde la notion de vitesse d’impression, tout se complique. D’un côté il faut prendre en compte que chaque fonction n’adopte pas la même vitesse d’impression côté slicer.
Ainsi, on définit souvent une vitesse globale d’impression, puis on définit des correspondances en pourcentage ou en vitesse pour tout un ensemble de fonctions : première couche, remplissage, coque interne, périmètre externe, pontages, extrusions en mur simple… À chaque fonction sa vitesse.
Dans le meilleur des cas, il est convenu d’appliquer la vitesse maximale au remplissage de la pièce : il n’est pas visible, peut donc supporter quelques défauts, et n’entraine pas de dégradation visuelle de la pièce. Côté périmètre externe, il est recommandé de conserver une vitesse modérée pour assurer un niveau de qualité satisfaisant…

Voilà déjà pour le premier concept qui vient tempérer les arguments des fabricants : car bien souvent, lorsqu’une vitesse maximale est annoncée, elle est garantie « brute » et donc uniquement pour le remplissage.
Autre élément capital à prendre en compte : la notion de vitesse d’accélération (et implicitement de décélération). Même en réglant son impression à 250 mm/s, la tête d’impression n’est pas en mesure de passer instantanément de 0 à 250 mm/s. Cette capacité est définie par l’accélération.
Plus l’accélération est élevée, moins la distance pour atteindre la vitesse cible sera grande. Et à l’inverse, plus l’accélération est faible, plus la distance nécessaire à atteindre la vitesse cible sera grande.
En d’autres termes, pour atteindre 250 mm/s il faut à la fois disposer d’une accélération suffisante, mais également d’une distance d’impression assez grande pour atteindre cette vitesse.
Par exemple, avec la vitesse d’accélération de la Ender 5 S1 à 3000 mm/s et une vitesse de 250 mms demandée, il faut environ 1 cm pour que la buse atteigne sa vitesse maximale. Sur un trajet de 220 mm (la largeur complète du lit), nous sommes donc bien à 250 mm/s sur une distance de 200 mm.
Jusqu’ici tout va bien donc pour les grandes impressions… Or, il est rare de n’avoir que des pièces aussi grandes à produire. De fait, les plus petites pièces sont limitées par le facteur d’accélération trop faible pour permettre d’atteindre la vitesse cible.
Dans un autre exemple reprenant les mêmes configurations, mais avec une pièce de 5 cm de large, la vitesse de pointe n’est plus garantie que sur la moitié de la distance, soit 2,4 cm.
Les vitesses sont donc données à titre théorique et en valeurs maximales, mais elles seront rarement constatées à moins d’augmenter considérablement les valeurs d’accélération. Or, on s’expose dans ce cas à des risques d’usure prématurée, de casse, ou plus globalement de layer skip (sauts de couche) et de qualité d’impression dégradée.
Lors de nos tests sur de grandes pièces circulaires, nous avons constaté que les vitesses demandées étaient loin d’être respectées. À titre de comparaison, nous avons lancé une machine sous Klipper axée sur la vitesse pure avec des accélérations réglées à 10 000 mm/s : le même GCode a produit une pièce en deux fois moins de temps que sur Ender 5 S1.
Lors des transversales, on peut véritablement se rendre compte des limites des accélérations : on observe une sorte de flottement au départ et à l’arrivée en bout de ligne qui est en l’état, soit dû à un Linear Advance trop agressif, mais qui est plus vraisemblablement lié aux limites de l’accélération.
Malgré tout il faut rendre à la Ender 5 S1 qu’elle se débrouille plutôt très bien et qu’elle est globalement plus rapide qu’une simple CR 10 ou Ender 3. C’est appréciable de voir une machine de la sorte évoluer sur ce terrain, même si on aurait aimé en avoir un peu plus.
Bilan
Globalement, cette Ender 5 S1 nous a fait une très bonne impression : échaudé par les précédents modèles de Creality qui ne sortaient pas de l’ordinaire, on sent que le constructeur tend un peu plus l’oreille auprès de sa communauté.
Les améliorations apportées sont soignées et légitimes : l’extrudeur Sprite est techniquement à jour et l’ensemble est globalement maitrisé. Le système de nappes permet d’obtenir une machine propre et l’encombrement de la machine, contrairement à ce qu’il parait, est plus faible que celui d’une Ender 3 du même volume d’impression qui se veut pour sa part handicapé par son plateau mobile en Y.

Le système d’auto leveling via CR Touch fonctionne parfaitement et le système de refroidissement va au-delà des attentes. Nous avons été bluffés par la capacité de la tête à refroidir les pièces imprimées et à gérer les porte à faux : peu de machines s’en tirent aussi bien d’origine, et encore moins lorsque l’on aborde des vitesses d’impression flirtant avec les 150 mm/s.
Les finitions sont impeccables, l’usinage très soigné, et la machine se veut très silencieuse qu’il s’agisse des moteurs comme des ventilateurs tant du boitier que de la tête d’impression.

On aurait sans doute aimé un système un peu plus ouvert et davantage de fonctionnalités accessibles dans l’interface système… Ne pas avoir non plus de buses propriétaires qui limitent drastiquement le choix pour l’utilisateur, mais Creality affiche de la bonne volonté et va dans le bon sens malgré tout.
Reste un détail qui fâche : Creality annonce un prix de vente à 679 €, un prix un peu cher qui la destine aux utilisateurs confirmés, qui sont plus à même de trouver d’autres machines aussi bien équipées et performantes moins chères tout en offrant un volume d’impression plus important. Vous pourrez acheter à partir du 3 novembre 2022 la Crealité Ender 5 S1 en vente flash à seulement 559 € pour son lancement directement sur le site officiel.
Sachez également que pour son lancement, Creality organise en France un grand événement le 3 novembre 2022 à 15h sur ces pages dédiées sur Facebook et YouTube. Vous aurez alors la possibilité d’acquérir la Ender 5 S1 avec une réduction de 16%, et si vous participez au direct en postant des commentaires vous aurez la possibilité de gagner l’imprimante 3D Ender 3 Neo ainsi que des filaments.